扫码关注
扫码关注
























PCB的拼版是一个至关重要的环节,它不仅影响着产品的生产效率,也直接关系到产品的质量和成本。合理的拼版能够优化生产流程,减少浪费,提高产能。
然而,在实际操作中,由于各种因素的影响,很多工程师的PCB拼版存在着不少问题。本文将带您探讨PCB拼版的合理性与重要性,帮助您深入了解如何优化拼版设计,提高生产效率,降低成本。让我们一起探讨,您的拼版合理吗?
01拼版的基本要求
什么时候需要拼版?
当PCB单板长或宽有一边小于50mm时,建议拼版设计以提高生产效率。因为设计拼板尺寸小于机器可生产尺寸时,机器是生产不了的。华秋能拼的最大尺寸是最大尺寸:单双面板≤60*50cm,多层板≤50*40cm。一般来说拼板尺寸控制在这个范围内贴片效率才有一定的保障。
拼版尺寸
邮票孔连接尺寸(适用于异形版):拼版尺寸大于50*50mm(为提高效率建议尽量拼大点);要特别注意,邮票孔拼版连接的位置掰开后会有齿轮状的不平滑情况V割尺寸(适用于外形方正的板):因V割机设备要求,采用V割方式拼版的,拼版后的长宽至少都达到60mm,拼版后的最大尺寸480mm;
要特别注意V割只走直线,默认双面V割,不做单面V割。铜面、导线/焊盘等边缘需要距V割中心线0.4MM以上,避免V割时露铜伤线(另外,安装孔尽量离V割线远些,避免掰版时破孔).
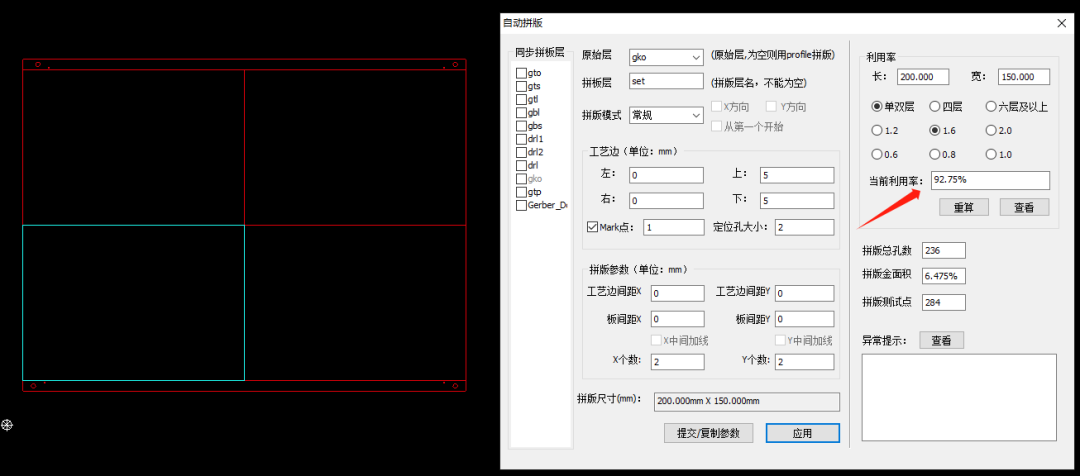
板材利用率:出货面积与大料面积的比值。常规比值应达85%以上,低利用率会增加生产成本。建议拼版尺寸为150*200mm左右最优。华秋DFM有计算利用率功能,拼完后会自动计算出拼版开料利用率。
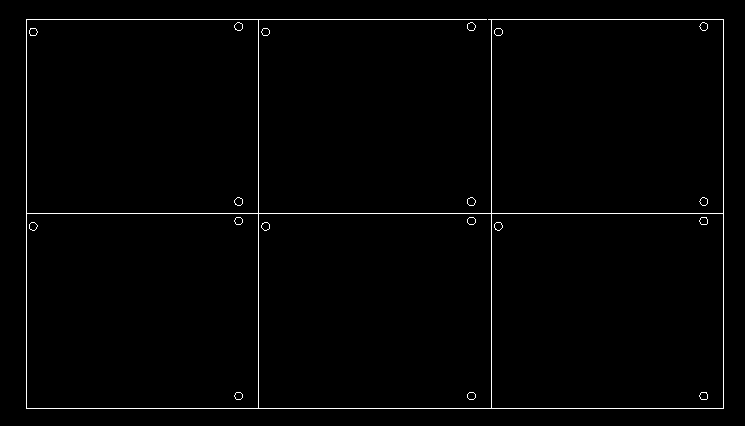
工艺边要求
工艺边宽度常规为5mm(最小3mm),上面添加4个直径2mm(无铜孔) 的定位孔,4个不对称分布的光点:直径1mm(阻焊开窗2mm);
当PCB上的元件距离板边小于5mm,且需要通过SMT导轨时,为便于组装,常规增加5mm的双边工艺边卡在导轨内生产。对于波峰焊工艺,元件距离板边应大于5mm。

拼版方向一致
外形比较规则的板,拼版中单板的方位尽量保持一致,便于贴片机或人工作业;
02拼版的连接方式
CNC V-CUT拼版
锣版(CNC)加V割拼版,适用于版边有器件的版子,不能无间距拼版。采取加工艺边形式拼版,两头V-CUT处理,中间锣空,方便焊接元器件。否则,版边器件会相互干涉,无法组装焊接。

邮票孔桥连拼版
邮票孔是拼版的一种桥连方式,邮票孔桥连可以解决V-CUT桥连不能解决的问题,比如圆形版、不规则的版子等,不能V-CUT就只能采取邮票孔连接拼版。

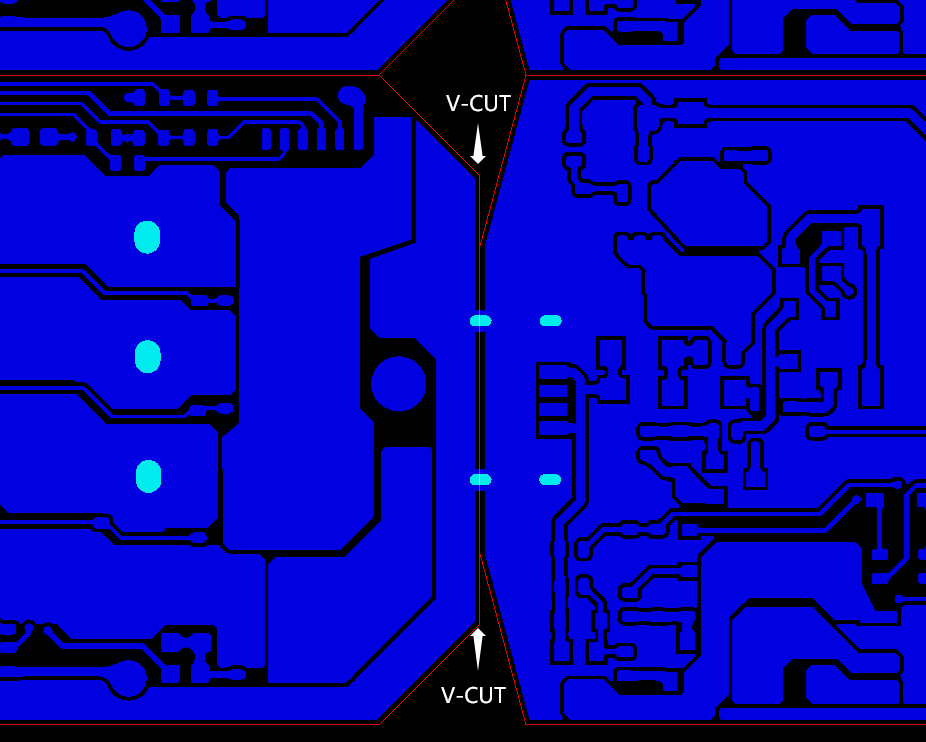
V-CUT桥连拼版
V-CUT桥连拼版适用于规则板子,因V-CUT刀不能拐弯,故V-CUT位置必须是直线。注意,元器件靠近版边时不能V-CUT,否则会影响组装焊接。

无工艺边拼版
为节省版材利用率,可采用无工艺边拼版。为保证生产和组装便利,版内必须有定位孔和mark点。且贴装位离版边必须大于5mm,否则组装焊接时需要开治具,影响成本。
03拼版的方法技巧
拼版器件干涉
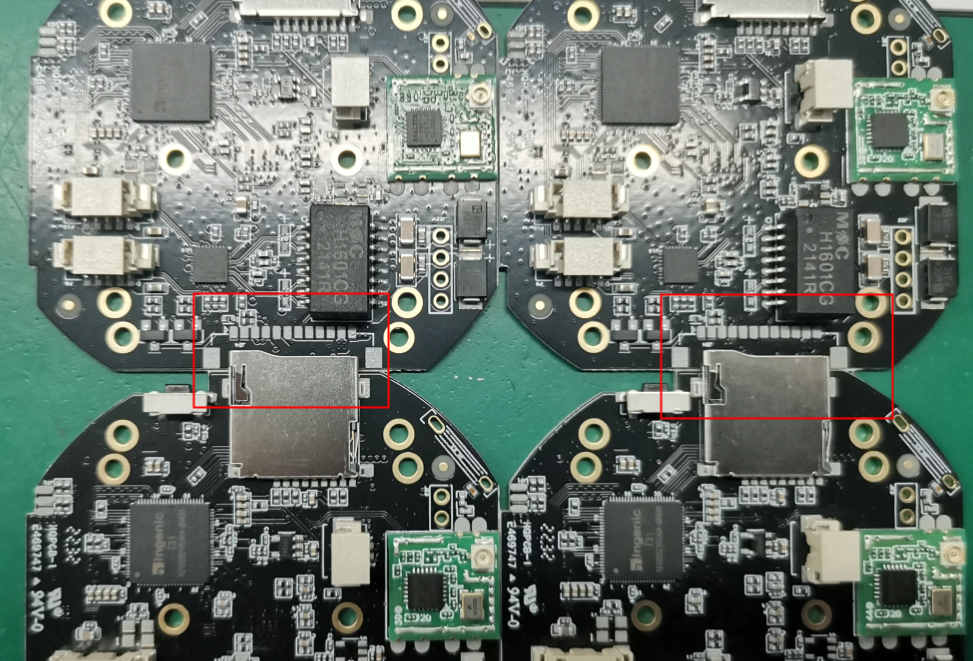
外设连接器,包括USB、TYPE-C、HDMI座子、TF卡座、SIM卡座、micro USB、耳机座、射频连接器、光纤笼子、DC座、MINI USB以及音频和视频座等,拼版需谨慎处理。尤其是当这些器件超出版边缘时,必须保留适当的间距拼版,防止与其他版上的器件干涉,无法组装元器件。见下图;
加副板、加邮票孔
在处理不规则形状的板拼版时,由于工艺边连接较少,板子容易断裂,或者过波峰焊接时漫锡和板变形。为了解决这个问题,可以在铣空处添加一块副板,然后通过邮票孔将PCB和副板连接起来。这样可以有效防止PCB板断裂或波峰焊漫锡、板变形。见下图;


半孔必须留间距
在处理半孔板拼版时,必须保留适当的间距。这是因为钻孔时,如果没有间距,可能会导致旁边的板子被损坏。此外,采用无间距的拼版方式进行V-CUT成型也会损坏半孔,甚至可能撕裂半孔内的铜皮。因此,为了确保半孔板的完整性和可靠性,必须遵循适当的间距要求进行拼版。见下图;

V-CUT进刀边不平齐
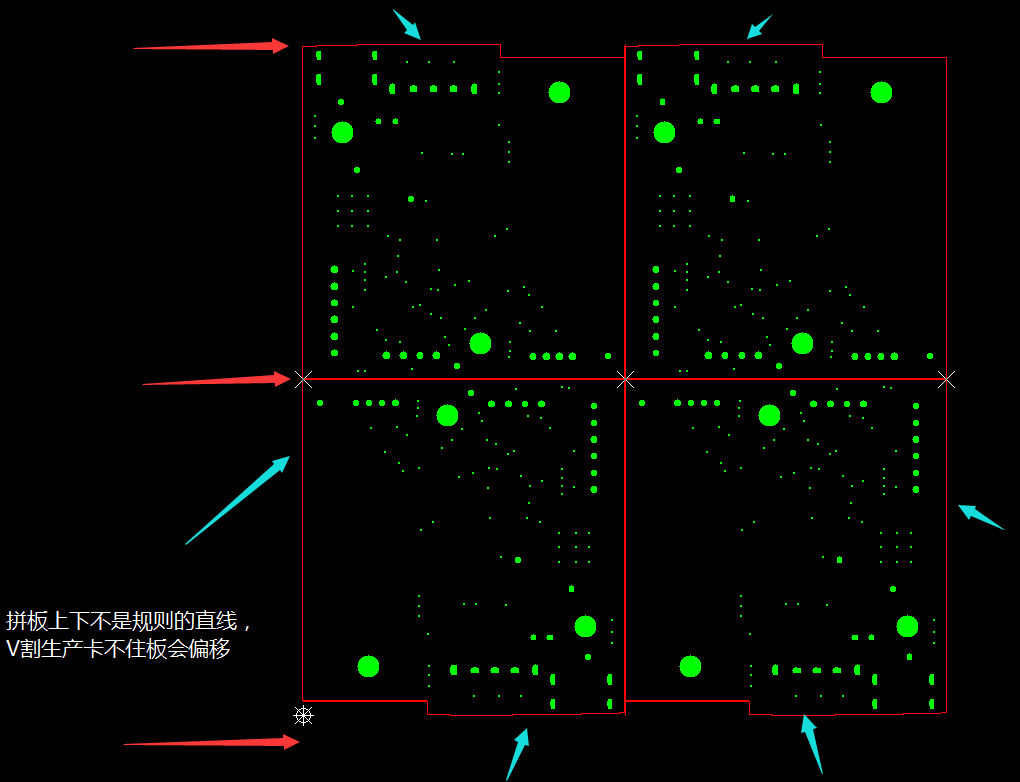
在处理外形线不平齐的版时,不平齐方需留间距拼版,不可进行V-CUT处理。若无间距拼版,不平齐方无法V-CUT;若不平齐方朝外拼版,导轨无法卡住,会导致V-CUT偏差。为确保加工质量和精度,必须遵循适当的间距和拼版方向。见下图;

04总结
本文探讨了PCB拼版的合理性与重要性,并介绍了优化拼版设计的方法技巧。通过深入了解拼版的基本要求、连接方式和方法技巧,大家可以更好地掌握如何优化拼版设计,提高生产效率,降低成本。




![电子设计:时域离散傅里叶变换[学以致用系列课程之数字信号处理]](https://api.fanyedu.com/uploads/image/28/bda172d19e324f8cb0c5f5799d005d.png)