扫码关注
扫码关注























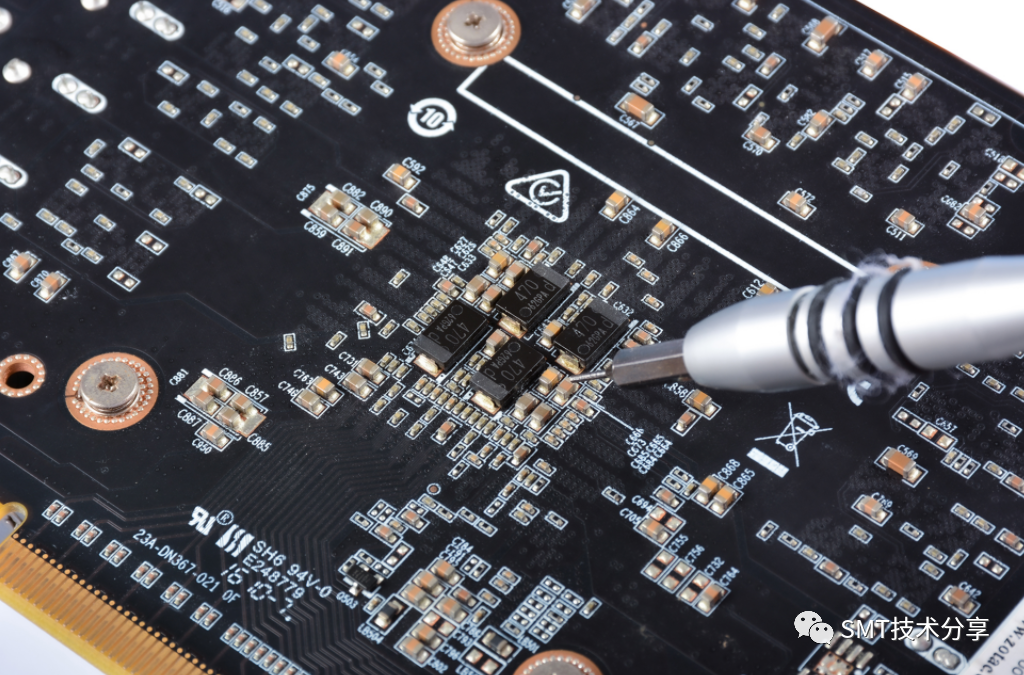
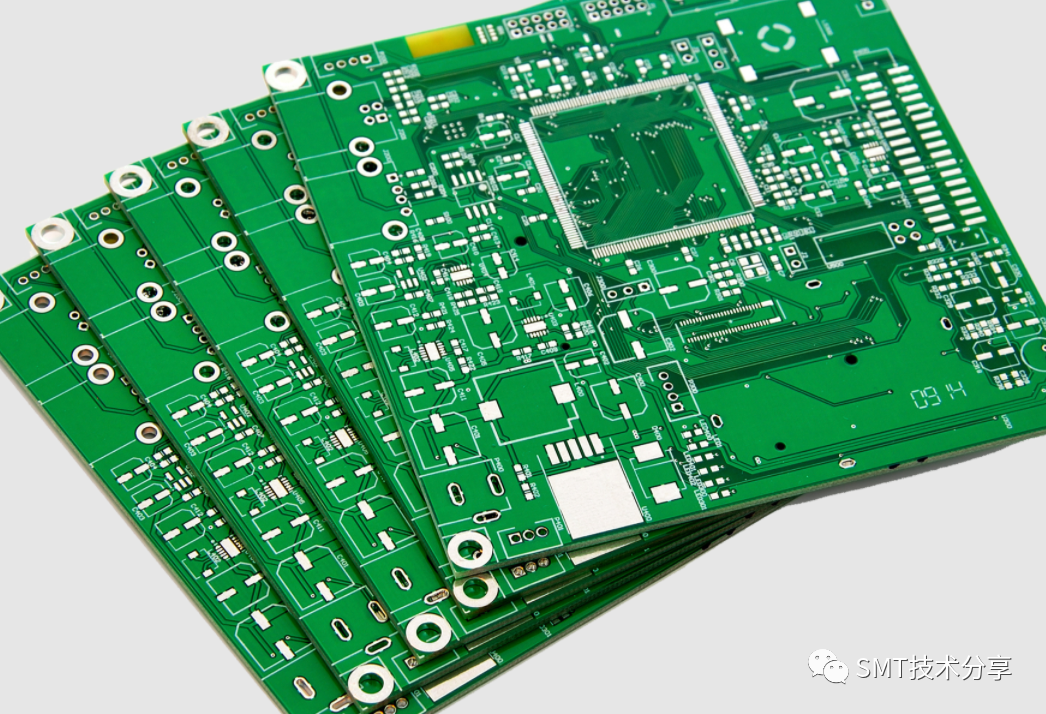
SMT(表面贴装技术)对PCB板材的耐热性、平整度和尺寸稳定性要求极高,选错材料可能导致焊接不良、元件移位甚至板子报废。以下从SMT生产痛点出发,整理板材选择的关键要点。
一、耐热性要求
玻璃化转变温度(Tg):选Tg≥170℃的高Tg板材,防止回流焊时板子软化变形
热膨胀系数(CTE):Z轴CTE需≤50ppm/℃,避免焊点因热胀冷缩断裂
分解温度(Td):Td≥325℃的板材更耐高温,减少焊接过程中材料分解
二、平整度控制
铜箔厚度:内层铜箔≤1oz(35μm),外层铜箔≤2oz(70μm),厚铜易导致板面凹陷
基材厚度:0.8-1.6mm标准厚度,超薄板(<0.6mm)易在回流焊中翘曲
表面粗糙度:选Ra≤0.5μm的光滑表面,避免焊膏印刷时出现"塌边"
三、尺寸稳定性
吸水率:选吸水率≤0.2%的板材,防止焊接时因水分汽化导致爆板
阻燃等级:必须达到UL94V-0级,避免高温下材料燃烧引发安全隐患
层间结合力:多层板需确保层间结合强度≥1.5N/mm,防止分层的板子无法通过AOI检测
四、SMT特殊工艺适配
无铅焊接兼容性:选符合RoHS标准的无卤板材,耐260℃高温无铅焊接
细间距元件支持:板面平整度误差需≤0.1mm,否则0.4mm间距的BGA易短路
多次返修耐受性:选耐热冲击次数≥5次的板材,方便多次拆焊维修
五、板材类型选择建议
普通消费电子:FR-4(Tg150℃)性价比高,但需控制焊接温度≤240℃
汽车电子/工控:选高Tg FR-4或PTFE板材,耐-40℃~150℃冷热循环
高频通信设备:Rogers或Taconic板材,介电常数稳定,减少信号损耗
柔性电路:PI基材+压延铜箔,弯曲半径可小至0.5mm不断裂
六、避坑指南
慎用再生料板材:杂质多易导致焊接时"爆米花效应"
避免混用不同批次板材:CTE差异可能导致组装后板子弯曲
拒绝未做表面处理的板材:喷锡/沉金/OSP处理可提升焊接可靠性
本文凡亿教育原创文章,转载请注明来源!