扫码关注
扫码关注
























说起来都是泪。那天凌晨两点,实验室突然"砰"的一声闷响,我还以为谁把热水瓶炸了。冲过去一看——好家伙,一块MOSFET已经炸得面目全非,引脚歪七扭八,PCB板上的铜皮都烧黑了,空气里弥漫着一股焦糊味。
按我的经验,这种场景在电源圈其实挺常见的。出了问题大家第一反应是"器件质量问题"、"layout有问题",但这次还真不是——芯片是正规渠道买的,板子也是按经典布局画的。那问题出在哪?热设计没做好。
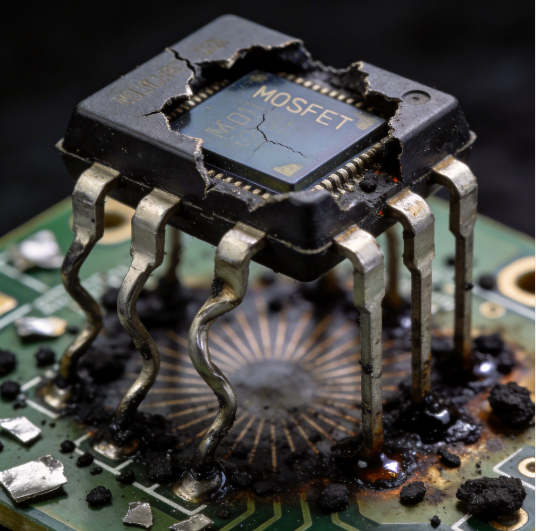
炸裂的MOSFET,场面相当惨烈
说起来,那块板子我跑了一段时间了,一直温温热热的,我也没当回事。结果那天晚上气温高,机箱里更闷热,芯片结温直接飙过150℃,硅片承受不住——Boom。
其实现在回想起来,那次炸机早有预兆。调试的时候我就发现芯片外壳有点烫手,但当时觉得"能接受"、"问题不大"。后来查datasheet才发现,这款MOSFET的最大结温是150℃,我连 margin 都没留。环境温度一高,热平衡直接被打破,结温就直接失控了。
更坑的是什么呢?我用的是TO-220封装,以为散热面积够大了,没加散热器。结果这块把我坑惨了——TO-220裸芯片的 Junction-to-Ambient 热阻(R_θJA)随 PCB 布局差异巨大,从62℃/W到124℃/W不等。我那板子layout一塌糊涂,热阻估计直奔100℃/W去了。
💡 血的教训:器件能正常工作,不代表热设计没问题。环境温度升高 + 长时间满载 = 热失效的定时炸弹
02 原因分析:热量散不出去其实热设计本质上就一个公式:热量产生 ≤ 热量散失
MOSFET在工作时会消耗功率,转换成热量。这些热量需要通过热传导、对流、辐射散到空气中去。如果散热路径上的任何一个环节出了问题,热量就会堆积,结温升高。
温度过高会有啥后果?轻则性能下降、重则烧毁炸机。MOSFET的结温每升高10℃,寿命减半可不是说着玩的。有研究表明,结温从105℃升到125℃,半导体器件的失效率会增加2-4倍。
03 热设计基础:热阻和结温计算热设计里有个核心概念——热阻。它跟电阻类似,表示热量传导的阻力,单位是℃/W(摄氏度每瓦)。热量从芯片结温散到环境温度,要经过好几段热阻,就像水流要经过管道一样。
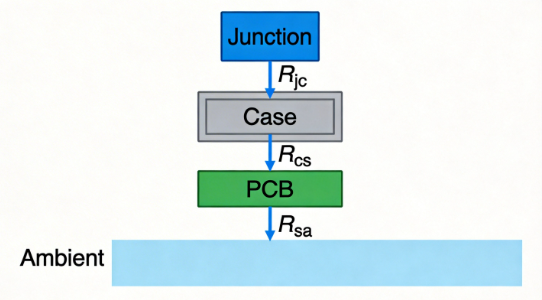
热阻串联模型:热量从结温到环境温度的传递路径
那为什么热阻会串联呢?想象一下热量从芯片内部跑到空气中的过程:
首先,热量从芯片内部的PN结产生,需要先传到芯片外壳(结到壳热阻 R_θJC);然后从外壳传到散热器或PCB(壳到散热器热阻 R_θCS),如果没加散热器就直接到空气;最后从散热器或PCB散到周围空气(散热器到空气热阻 R_θSA)。
每一段都有"阻力",就像电阻串联时总阻值为各段之和,这些热阻也是串联关系,总热阻等于各段热阻之和。
T_j = T_a + P × (R_θJC + R_θCS + R_θSA)
这个公式特别重要!T_j是结温,T_a是环境温度,P是功耗。设计时要把T_j控制在芯片的maximum junction temperature以下,一般留10~20℃的余量。
主要热阻包括:
- R_θJC:结到外壳热阻,芯片自带,datasheet上能查到
- R_θCS:外壳到散热器热阻,取决于导热材料(硅脂、导热垫)
- R_θSA:散热器到环境热阻,取决于散热器设计和散热方式
按我的经验,给大家算一个实际案例:
假设我们用一款功率MOSFET,功耗P=5W,环境温度T_a=50℃(机箱内高温场景),R_θJC=2℃/W(结到壳),R_θCS=1℃/W(用导热硅脂),需要加多大散热器?
芯片手册说最大结温是150℃,我们留20℃余量,那最大允许结温就是130℃。根据公式:
R_θSA = (T_j - T_a) / P - R_θJC - R_θCS = (130 - 50) / 5 - 2 - 1 = 13℃/W
所以散热器热阻需要小于13℃/W才能满足要求。选型时就得找R_θSA ≤ 12℃/W的散热器,留点裕量。
说起来,我当年刚入行的时候压根不懂这个算式,觉得datasheet上写的"Thermal Resistance"能用就行。结果第一次独立做电源,满载跑了半小时就炸了,那叫一个刻骨铭心。
⚡ 实测经验
选型时不要只看常温25℃下的参数。datasheet里的R_θJC是在标准条件下测的,实际应用中要打折算。另外,有些手册会标注不同PCB面积下的R_θJA值,一定要对应自己的layout情况选择。
04 PCB散热设计:铺铜和热过孔按我的经验,PCB布局对散热影响巨大。这块把我坑惨了——当时为了走线美观,芯片下方的铜皮被割得支离破碎,热量传导不出去。
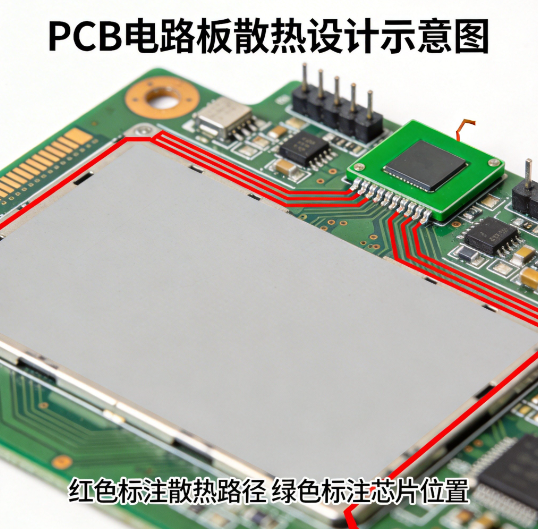
PCB大面积铺铜+热过孔,红色标注散热路径
正确的做法是:
- 大面积铺铜:芯片焊盘下面铺实铜,别开窗别割铜皮。铜的导热系数是空气的几十倍,1平方厘米的铜皮热阻只有零点几℃/W
- 热过孔:从芯片焊盘到背面打过孔阵列,让热量传递到背面继续散热
- 开孔区域:芯片正上方不要放高器件挡住热辐射通道
- 多层板连接:多层板的内层铜皮通过大量热过孔连接,形成热扩散层
关于铺铜面积,有个经验公式可以参考:对于电源芯片,每1W功耗需要约1平方英寸(6.45平方厘米)的铺铜面积来维持较低的温度。这是针对单面板的估算,双面板可以减半,因为两面都能散热。
热过孔的具体打法其实有讲究:
- 过孔直径:0.3-0.5mm比较合适,太小焊锡流不进去,太大占面积
- 过孔间距:一般1-1.2mm排列,太密会影响机械强度
- 过孔数量:从芯片焊盘往外,密集的过孔阵列比稀疏的好
- 过孔镀铜:必须保证镀铜厚度,一般1oz(35μm)以上
我之前做过一个对比测试:用同样功耗的芯片,分别放在铺铜完整和铺铜被割断的板子上跑。结果铺铜完整的板子芯片温度比铺铜割断的低了将近30℃。这30℃的温差可能就是生死之别。
05 散热器选型:自然对流 vs 强制风冷当PCB散热不够用的时候,就得加散热器了。这里面有个常见的选择困难:自然散热还是带风扇?
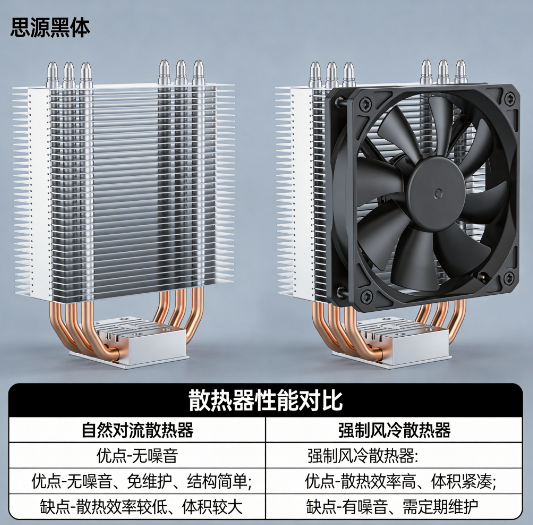
自然对流散热器 vs 强制风冷散热器
其实按场景来选就行:
- 功率密度低、空间充足 → 自然对流散热器,安静可靠
- 功率密度高、空间受限 → 强制风冷,效率高但有噪音
- 高可靠性场景(工业、汽车)→ 优先自然对流,风扇是易损件
- 成本敏感产品 → 自然对流优先,减少风扇和温控电路成本
这里给大家一组对比数据,更直观:
- 自然对流散热器热阻范围:5-20℃/W(受体积限制大)
- 强制风冷散热器热阻范围:1-5℃/W(风扇提供额外散热)
- 同体积下,风冷散热能力约是自然散热的3-5倍
选散热器的时候主要看热阻R_θSA,数值越小散热能力越强。还要注意安装方式——贴片焊接还是螺丝固定?接触面平整度够不够?导热硅脂涂多少合适?
说到导热材料,这里面也有门道:
- 导热硅脂:最常用,热阻低(0.01-0.05℃·in/W),但长期使用会干裂
- 导热硅胶垫:便于批量生产,但热阻比硅脂高
- 相变材料:价格贵,但长期可靠性好,用于军工航天
我踩过的坑是:硅脂涂太厚反而不好。有些人以为涂厚点热阻更低,其实不然——硅脂本身有热阻,太厚反而增加热阻。一般涂0.1-0.2mm厚度,用刮刀刮均匀就行。
⚡ 经验之谈
散热器选型最好留20%以上的裕量。毕竟datasheet上的热阻曲线都是理想条件,实验室台面干净整洁,实际机箱里风扇滤网堵了、灰尘满了,热阻能增加30%甚至更多。
06 实战经验:热测试方法说了这么多理论,实战怎么验证?热测试是必须的环节。

热电偶+红外热成像仪,实测温度分布
常见方法有这两种:
- 热电偶测试:用热电偶探头直接接触芯片外壳或焊点测量温度。优点是精度高,缺点是只能测几个点
- 红外热成像:用热像仪拍整板温度分布。优点是能看到全局,缺点是对黑色器件测不准(发射率问题)
测试时要模拟最严苛工况:
- 最高环境温度(比如40℃)
- 最大负载持续运行
- 风扇调速到最低转速(如果有用PWM调速的话)
我一般会做"温度降额"测试——逐步降低保护阈值,直到某个温度下出问题了,这个温度就是系统的实际热瓶颈。这招特别适合找隐藏的热问题,比如某些角落散热不好,但热电偶没测到。
还有几个常见问题及解决方案:
Q1:热测试时温度波动大怎么办?
其实这是正常的,设备升温需要时间。建议开机后等30分钟到1小时,让系统热平衡了再读数。最好用数据记录仪连续记录温度曲线,排除环境温度波动的影响。
Q2:热成像测不准黑色芯片怎么办?
这个我踩过坑。黑色器件发射率低,红外测出来的温度偏低。解决办法是在芯片表面贴一小块黑色胶带(发射率约0.95),测胶带温度反推芯片温度。
Q3:散热器装上后温度反而更高了?
这种我也遇到过。多半是安装不当——接触面有缝隙、没涂硅脂、螺丝没拧紧。散热器与芯片之间必须紧密接触,缝隙里的空气热阻极高。检查一下接触面是否平整,硅脂是否涂均匀。
💡 测试时机:设计完成后、认证前、量产爬坡后都要测。器件换了批次、散热器换了供应商,都可能引入差异。
写在最后说起来,热设计这东西挺反直觉的——电路设计、调试验证都能出成果,但热设计做好了,机器正常运行,没人会注意到你。
但一旦出问题,那就是灾难性的。炸机还算小事,万一产品到了客户手里出问题,那才是真的头疼。我见过因为热失效召回的案例,那损失可不是一两个MOSFET能比的。
所以啊,趁着项目还在设计阶段,老老实实把热仿真做一做、样机热测试跑一跑。别等到炸机了才追悔莫及——虽然我当时就是这么过来的,人教人教不会,事教人一次就会。但我还是希望看到这篇文章的你,能少走点弯路。
祝大家的MOSFET都平平安安,炸机远离!🔥