扫码关注
扫码关注
























- 全部
- 默认排序
答:一般来说,常见的PCB表面处理工艺有如下几种:热风整平, hot air solder leveling,也就是我们常说的喷锡(Hasl)、有机涂覆(OSP)、化学镀镍/浸金(化学沉金)、浸银(沉银)、浸锡(沉锡)、电镀镍金、化学镀钯。表面处理最基本的目的是保证良好的可焊性或者电气性能。由于自然界的铜在空气当中倾向于以氧化物的形式存在,不大可能长期保持为原铜,因此需要对表面的铜做其它的处理,这个处理的过程,我们就称之为PCB表面处理工艺。表面的铜以氧化物的形式存在,虽然我们在后续的

答:热风整平又名热风焊料整平,它是在PCB表面涂覆熔融锡铅焊料并用加热压缩空气整(吹)平的工艺,使其形成一层既抗铜氧化,又可提供良好的可焊性的涂覆层。热风整平时焊料和铜在结合处形成铜锡金属间化合物。保护铜面的焊料厚度大约有1-2mil。 PCB进行热风整平时要浸在熔融的焊料中;风刀在焊料凝固之前吹平液态的焊料;风刀能够将铜面上焊料的弯月状最小化和阻止焊料桥接。热风整平分为垂直式和水平式两种,一般认为水平式较好,主要是水平式热风整平镀层比较均匀,可实现自动化生产。热风整平工艺的一般流程为:微蚀→预

答:有机涂覆工艺不同于其他表面处理工艺,它是在铜和空气间充当阻隔层;有机涂覆工艺简单、成本低廉,这使得它能够在业界广泛使用。早期的有机涂覆的分子是起防锈作用的咪唑和苯并三唑,最新的分子主要是苯并咪唑,它是化学键合氮功能团到PCB上的铜。在后续的焊接过程中,如果铜面上只有一层的有机涂覆层是不行的,必须有很多层。这就是为什么化学槽中通常需要添加铜液。在涂覆第一层之后,涂覆层吸附铜;接着第二层的有机涂覆分子与铜结合,直至二十甚至上百次的有机涂覆分子集结在铜面,这样可以保证进行多次回流焊。试验表明:最新

答:化学镀镍/浸金工艺不像有机涂覆那样简单,化学镀镍/浸金好像给PCB穿上厚厚的盔甲;另外化学镀镍/浸金工艺也不像有机涂覆作为防锈阻隔层,它能够在PCB长期使用过程中有用并实现良好的电性能。因此,化学镀镍/浸金是在铜面上包裹一层厚厚的、电性良好的镍金合金,这可以长期保护PCB;另外它也具有其它表面处理工艺所不具备的对环境的忍耐性。镀镍的原因是由于金和铜间会相互扩散,而镍层能够阻止金和铜间的扩散;如果没有镍层,金将会在数小时内扩散到铜中去。化学镀镍/浸金的另一个好处是镍的强度,仅仅5微米厚度的镍就

答:浸银工艺介于有机涂覆和化学镀镍/浸金之间,工艺比较简单、快速;不像化学镀镍/浸金那样复杂,也不是给PCB穿上一层厚厚的盔甲,但是它仍然能够提供好的电性能。银是金的小兄弟,即使暴露在热、湿和污染的环境中,银仍然能够保持良好的可焊性,但会失去光泽。浸银不具备化学镀镍/浸金所具有的好的物理强度因为银层下面没有镍。 浸银是置换反应,它几乎是亚微米级的纯银涂覆。有时浸银过程中还包含一些有机物,主要是防止银腐蚀和消除银迁移问题;一般很难测量出来这一薄层有机物,分析表明有机体的重量少于1%。

答:由于目前所有的焊料都是以锡为基础的,所以锡层能与任何类型的焊料相匹配。从这一点来看,浸锡工艺极具有发展前景。但是以前的PCB经浸锡工艺后出现锡须,在焊接过程中锡须和锡迁徙会带来可靠性问题,因此浸锡工艺的采用受到限制。后来在浸锡溶液中加入了有机添加剂,可使得锡层结构呈颗粒状结构,克服了以前的问题,而且还具有好的热稳定性和可焊性。浸锡工艺可以形成平坦的铜锡金属间化合物,这个特性使得浸锡具有和热风整平一样的好的可焊性而没有热风整平令人头痛的平坦性问题;浸锡也没有化学镀镍/浸金金属间的扩散问题——铜
答:金手指(connecting finger)是电脑硬件如:(内存条上与内存插槽之间、显卡与显卡插槽等),所有的信号都是通过金手指进行传送的。金手指由众多金黄色的导电触片组成,因其表面镀金而且导电触片排列如手指状,所以称为“金手指”。金手指实际上是在覆铜板上通过特殊工艺再覆上一层金,因为金的抗氧化性极强,而且传导性也很强,金手指的示意如如图1-24所示,黄色的部分就是金手指, 图1-24 金手指工艺金手指的设计要求一般有如下几点:l 金手指上金的厚度一般是0.2

答:第一,阻焊的概念,阻焊就是我们PCB里面所讲到的SoldMask,是指印刷电路板子上要上绿油的部分。因为这阻焊层使用的是负片输出,所以在阻焊层的形状映射到板子上以后,并不是上了绿油阻焊,反而是露出了铜皮。所以我们通常的理解就是,有阻焊的地方,就是不盖绿油的地方。第二,阻焊的的作用,阻焊层主要目的是防止氧化、防止焊接时桥连现象的发生,并起到绝缘的作用。第三,阻焊的颜色,常规的阻焊的颜色有:绿、黄、黑、蓝、红、白、绿色亚光等。

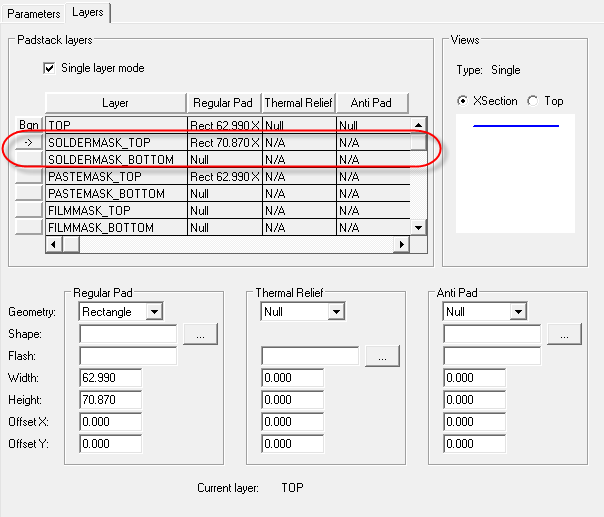
答:焊盘设计阻焊的原则如下:Ø 阻焊开窗应该比焊盘大6mil以上;Ø PCB设计的时候贴片焊盘之间、贴片焊盘与插件之间、过孔之间要保留阻焊桥,最小的宽度为4mil;Ø PCB走线、铺铜、器件等到阻焊开窗的距离要6mil以上;Ø 散热焊盘应该做开全窗处理,并在焊盘上打上过孔;Ø 金手指的焊盘的开窗应该做开全窗处理,上端跟金手指上端平齐,下端要超出金手指下面的板边,金手指顶部的开窗与其它走线、铺铜、器件的间距要大于20mil;Ø 我们在Al
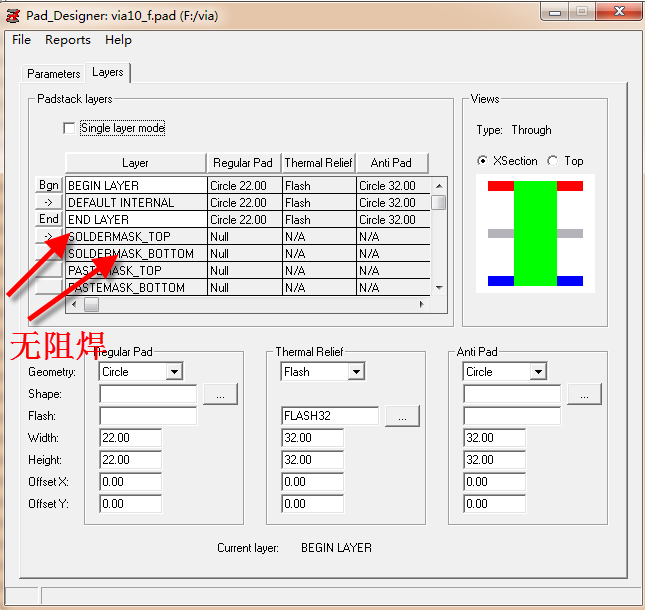
答:常规的过孔一般都是设置为塞孔的,不开窗,不做阻焊设计。需要开窗的过孔是打在散热焊盘上的或者是打在裸露铜箔区域的过孔。当过孔加上阻焊以后,这个过孔就是开窗的;没有阻焊的过孔,就是塞孔处理的,对比的示意图如图1-27所示。 图1-27 过孔阻焊对比示意图